
Ультразвуковой контроль
Ультразвуковой контроль (УЗ) основан на распространении ультразвуковых волн в контролируемом объекте. Ультразвуковой контроль применяется для
выявления дефектов (поверхностных и внутренних) и может использоваться для замены радиографического контроля.
Ультразвуковой контроль применяется для выявления поверхностных,
подповерхностных и внутренних дефектов во время эксплуатации потенциально опасного оборудования, в процессе изготовления и монтажа.
Ультразвуковой контроль выявляет дефекты типа:
- трещины;
- шлаковые включения;
- поры;
- непровары;
- несплавления и т.п..
При УЗ-контроле определяются следующие характеристики дефектов: координаты, протяженность, ориентация и высота.
Ультразвуковой контроль проводится 3-я способами:
- автоматизированный;
- полуавтоматизированный;
- ручной.
Объекты контроля:
- основной металл (полуфабрикаты);
- сварные соединения и наплавки;
- зоны сплавления антикоррозионных аустенитных наплавок на деталях и изделиях из сталей перлитного класса ;
- построение карты коррозии;
- толщинометрия монометаллов, биметаллов и антикоррозионных покрытий (температура поверхности контроля может достигать 600°С).
Ультразвуковой контроль выполняется согласно стандартам:
EN 10308:2002, EN 12680-1:2003, EN 1714:2000+ А1:2003+ А2:2004, EN 14127:2004, BS 7706-1993, ПНАЭ Г-7-014-89, ПНАЭ Г-7-030-91,
ПНАЭ Г-7-032-91, ПНАЭ Г-7-031-91, ГОСТ 17410-78, ГОСТ 14782-86.
В ЗАО «DEKRA Industrial» работает 19 специалистов 2-го и 3-го уровня по УЗ-контролю, сертифицированных согласно стандартам EN 473 и Nordtest.
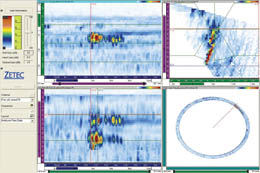
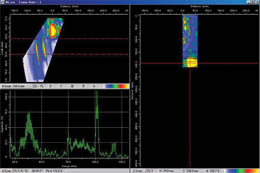
Автоматизированный и полуавтоматизированный контроль проводится методами: TOFD (время прохождения дифракционной волны), эхо-импульсным и
фазированной решетки.
Данные контроля (ультразвуковой сигнал и координаты) записываются на цифровые носители и анализируются с помощью специализированного программного обеспечения.
Применение автоматизированного и полуавтоматизироанного
УЗ-контроля позволяет:
- Проводить обработку и оценку данных в лабораторных условиях; качество объекта
контроля оценивается с учетом всех данных (общий уровень шумов, данные
с нескольких ПЭП, применяя различные алгоритмы при обработке
полученных сигналов);
- Сохранять первичные данные контроля в виде файла;
- Проводить контроль неопорожненных трубопроводов (преимущество перед
радиографическим контролем);
- Оценку данных могут проводить несколько специалистов для снижения влияния
человеческого фактора на качество оценки;
- Сохранять все данные контроля (сигнал и координаты), что позволяет провести
сравнения с данными предыдущего контроля и оценивать изменения состояния
объекта контроля;
- Выполнять качественный контроль объектов сложной формы;
- Определять координаты и размеры дефектов с достаточно высокой
точностью (особенно применяя методы TOFD и фазированной решетки).
 |
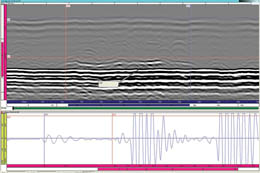 |
программы UltraVision 1.1.
 |
 |
методом фазированной решетки.
Для автоматизированного ультразвукового контроля используются: системы Tomoscan (Zetec), µTomoscan (ZETEC), Z-Scan UT (Zetec), Tomoscan Sv (Zetec), TC 5700 (Zetec), Z-scan PA (Zetec), P-scan PSP-3 ir P-Scan PSP-4+ (Force Technology);
манипуляторы фирм «Zetec» и «Force technology»
(Rover, AWS-5, AWS-6, AGS-1) с блоками управления
(MCDU-02, MDU-04, WSC-2S, PSP-4+).
Автоматизированный ультразвуковой котроль проводится
на объектах, диаметром больше 90 мм.
 |
 |
|
Манипулятор Rover |
Манипулятор AGS-1 (P-Scan 4+) |
  |
Специализированный манипулятор для ультразвукового контроля швов
приварки обойм к трактам наращивания технологических каналов. |
Полуавтоматизированный ультразвуковой контроль.
Полуавтоматизированный УЗ- контроль выполняется с применением одноосевого или двухосевого манипулятора с ультразвуковыми системами TD Pocket-Scan (Pheonix) или со стандартными системами для автоматизированного ультразвукового контроля.
Для полуавтоматизированного ультразвукового контроля используются стандартные и специализированные манипуляторы фирм «Pheonix» и «Zetec». Эти манипуляторы позволяют контролировать объекты контроля с диаметрами от 70 до 1000 мм.
  |
 |
Манипуляторы для полуавтоматического УЗ контроля |
Манипулятор MPS (Zetec) с преобразователем фазированной решетки. |
Ручной ультразвуковой контроль.
Для ручного ультразвукового контроля применяются: «GE Inspection Technologies» USN-52, USN-52R, USN-60 («GE Inspection Technologies»), Masterscan-330 ir Masterscan-380 («Sonatest»).
Для толщинометрии применяются: толщиномеры фирмы «GE Inspection Technologies» DME DL, DM 4DL и DMS-2E.
 |
 |
Толщинометрия с помощью DMS-2E. |
Ультразвуковой дефектоскоп USN-60. |