
Ultrasonic testing
Ultrasonic testing (UT) is based on the propagation of ultrasound waves in a sample
being tested. Subsurface, internal and, in some cases, surface defects can be
detected in different materials.
Ultrasonic testing is used for detection and sizing of the in-service and
manufacture defects.
Samples of defects that can be detected:
- cracks;
- slag;
- pores and porosity;
- inclusions;
- lack of fusions, etc.
We provide defect coordinates, length, orientation height (depth).
Ultrasonic testing is carried out in three ways:
- automated;
- semi-automated;
- manual.
Testing objects:
- parent material;
- welded joints and claddings;
- anticorrosion claddings on carbon steel;
- corrosion/erosion mapping;
- material thickness measurement (material temperatures up to 600°С), etc.
Testing standards: LST EN 10308:2002, LST EN 12680-1:2003,
LST EN 1714:2000+ А1:2003+ А2:2004, LST EN 14127:2004,
BS 7706-1993,
PNAE G-7-014-89,PNAE G-7-030-91, PNAE G-7-032-91,
PNAE G-7-031-91, GOST 17410-78, GOST 14782-86.
Certified employees: 19 UT level 2 and 3 inspectors certified in accordance
with LST EN 473 and Nordtest.
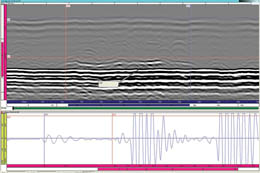
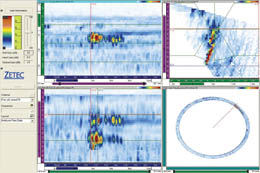
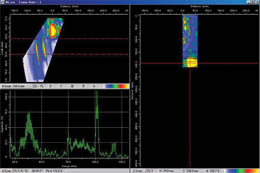
Automated and semi-automated UT is carried out using TOFD (time of flight diffraction), pulse echo, phased array (PA) techniques.
Dedicated data evaluation software packages are used for the evaluation of UT data (UT signal and coordinates) collected and saved in PC memory (or CDs, DVDs).
When automated or semi-automated UT is used:
- data evaluation can be done out of testing area;
- product quality can be assessed using more complete data (general noise level,
data from several probes, data processing tools and algorithms can be used);
- data can be evaluated by several experts to reduce human factor influence
to testing quality;
- complete UT data are stored: present data can be compared with data collected
during previous inspections;
– easier to follow defect development and product state;
- raw testing data are stored;
- radiography can be replaced
(an advantage – no necessity to empty pipe lines or vessels);
- higher testing speed;
- better quality testing of complex geometries;
- accurate defect coordinate and dimensions measurement can be
provided (especially when TOFD is used).
 |
 |
 |
 |
Automated ultrasonic testing
Automated UT is performed using following UT systems:
Tomoscan (Zetec), µTomoscan (ZETEC), Z-Scan UT (Zetec), Tomoscan Sv (Zetec),
TC 5700 (Zetec), Z-scan PA (Zetec), P-scan PSP-3 and P-Scan PSP-4+ (Force Technology).
General purpose manipulators Rover, AWS-5, AWS-6, AGS-1 built by Zetec and
Force technolog together with motor drive control units MCDU-02, MDU-04, WSC-2S,
PSP-4+ are used for automated UT.
We can provide automated UT when testing object has a diameter of 90 mm or more.
 |
 |
|
Manipuliator Rover |
Manipuliator AGS-1 (P-Scan 4+) |
Semi-automated ultrasonic testing
One axis or two axis manual scanners together with lightweight TD Pocket-Scan (Phoenix)
UT systems or standard systems are used for semi-automated UT Flexible and lightweight
standard and specialized manual scanners built by Phoenix and Zetec are used.
Scanners are easy adjustable for testing of different diameter (70 to 1000 mm) objects.
  |
 |
Manipulators for semi-automated UT |
Manipulator MPS (Zetec) whit PA probe |
Manual ultrasonic testing
Flaw detectors used for manual UT: USN-52, USN-52R, USN-60
(all GE Inspection Technologies), Masterscan-330 ir Masterscan-380 (both Sonatest).
Ultrasonic thickness gauges: DME DL, DM 4DL ir DMS-2E
(all GE Inspection Technologies).
 |
 |
Thickness measurement using DMS-2E |
Flaw detector USN-60 |